Till en nostalgimottagare för 2 m i typiskt 60-tals stuk med radiorör behövdes ett antal 455 kHz mellanfrekvensspolar med högt Q-värde. Ett vanligt sätt för att få höga Q-värden är att tillgripa krysslindning. Fördelarna med krysslindning är dels att kapacitansen mellan varven kan hållas låg och dels att spolen blir självbärande genom att lagren låser varandra. Typiska Q-värden hamnar i häradet 150-200 vilket är precis vad som kan mätas upp i fabrikstillverkade MF-burkar ur skrotade gamla radioapparater.
För krysslindning behövs en särskild lindningsmaskin som lägger ut tråden i zick-zack, lager för lager. Sådana maskiner för hobbybruk fanns att köpa från USA på 40-60-talen och kanske en bit in på 70-talet.
I den äldre litteraturen förekommer byggbeskrivningar av allehanda slag. Även på YouTube finns en del konstruktioner. Några väldigt finurliga men oftast mycket enkla handvevade maskiner men som gör jobbet.
En funktionsprototyp tillverkades först för att experimentera och skaffa erfarenheter. Det var en hel del pyssel att få en bra trådförning och minimera glapp m m. Några veckors research på Internet gav fler uppslag och det blev allt mer tydligt vad som var viktigt att prioritera för fullgod funktion.

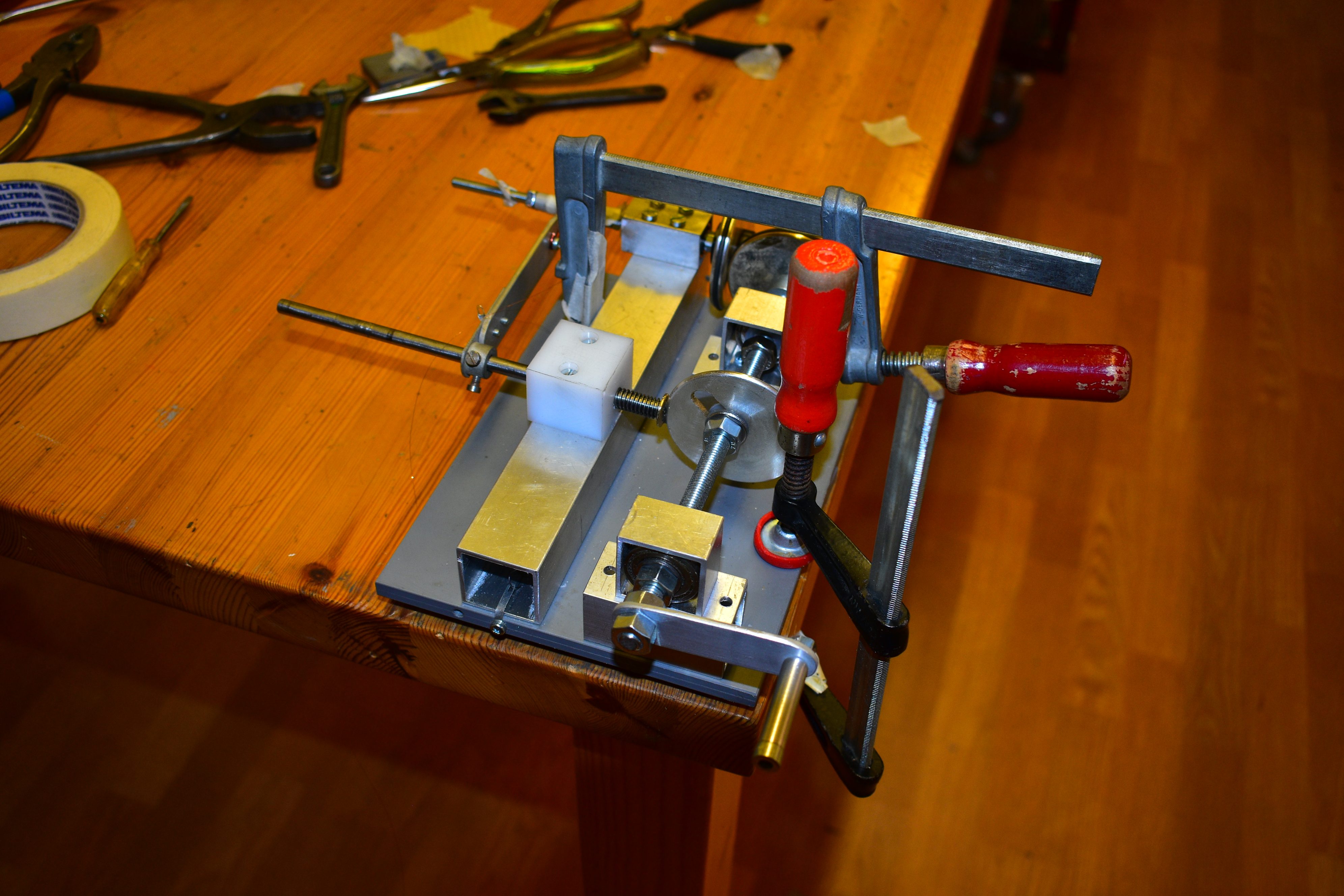
En mer mekaniskt stabil och helt glappfri maskin för krysslindning av MF-spolar konstruerades. Axlarna består av 6 mm silverstål och är lagrade med kullager och kulbussningar. Lagerbockarna har fräst ut i aluminium hos min granne i hans 40 år gamla veteranmaskin men försedd med digitalskalor.
Principen är att när spolstommen vevas ett (1) varv så roterar kamaxeln 0,9 varv. På kamaxeln sitter en kamskiva som påverkar trådföraren i sidled. Kamskivans dimensioner och form bestämmer utslaget dvs spolbredden. En handfull utbytbara kamskivor ger spolbredderna 3, 4, 5, 6 och 7 mm där 5 mm bredd visade sig ge en mekaniskt mycket stabil spole med goda prestanda. Stomdiametern till de hemlindade MF-spolarna har valts till 7 mm.

För utväxlingen 1:0,9 används två kugghjul om 20 resp 21 kuggar som printats ut i min 3D-printer.
I prototypmaskinen användes två friktionskopplade hjul som medgav ett stort utväxlingsområde och där varvens täthet kunde justeras inom vida gränser. Problemet här var att injusteringen var hyperkritisk och bara vissa utväxlingar gav fullgott resultat. Mycket experimenterande pekade på att en fast utväxling kring 1:0,9 var optimalt för de dimensioner av spolar som var aktuella att tillverka.
För fullgott resultat måste silkesomspunnen Litz-tråd användas. I mitt fall en tråd med ytterdiametern 0,17 mm bestående av 19 stycken väldigt tunna lackisolerade kardeler.
Silket ger hög friktion så att trådvarven inte glider och de många tunna kardelerna gör tråden extremt mjuk och följsam. Det är att måste för att tråden skall kunna läggas ut i zick-zack lager efter lager och stanna kvar i exakta positioner.
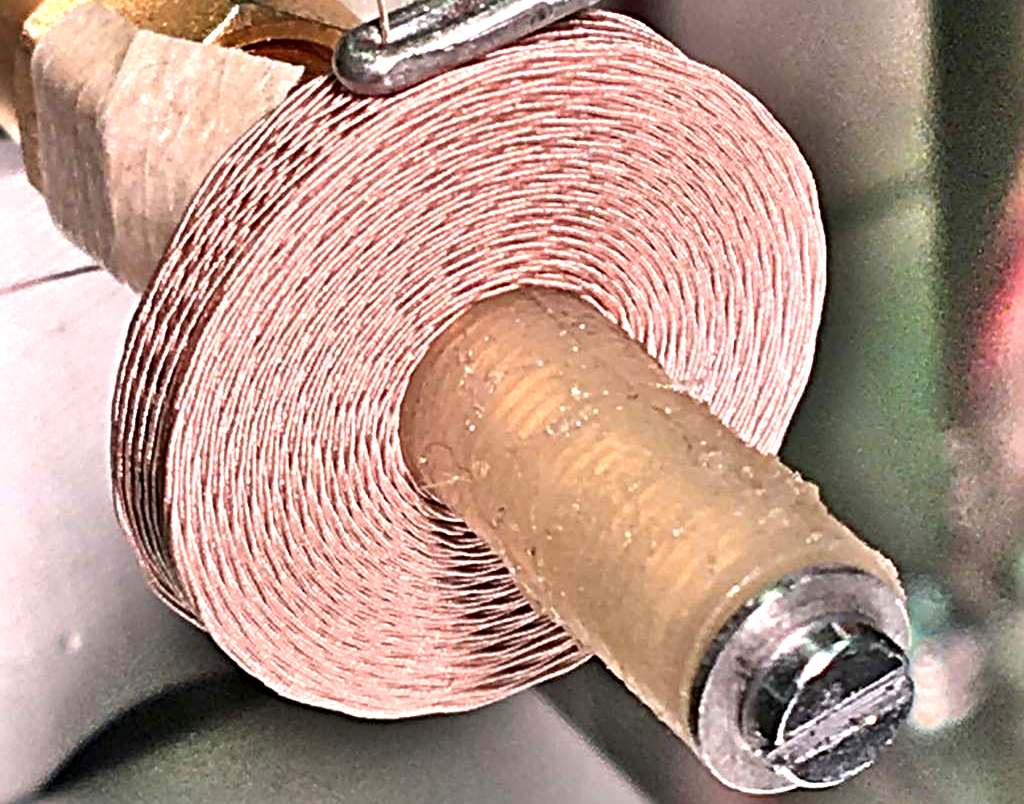
Ett ganska stort antal lindningsprov gjordes och med maskinen kan spolar med 0,17 mm Litztråd 3-5 mm breda på 5-7 mm stomme och med ca 1000 varv lindas innan spolen blir ostabil och tenderar att rasa samman. För 455 kHz spolarna behövs bara ca 180 varv med standardkapacitans om 200 pF som används i de allra flesta rörkonstruktionerna, såväl rundradiomottagare som amatörmottagare av äldre slag.
Trådspänningen och även trådförarens insättningspunkt på spolen och dess tryck mot spolen är kritiska parametrar. Optimal trådspänning ligger mellan 5-10 gram och ger tillsammans med trådförararmens egenvikt ca 15-20 gram tryck mot spolen. Lägre värden ger en lösare spole som får hanteras varsamt och högre trådspänning/tryck än ca 30 gram vill gärna dra in tråden någon tiondels m m mot centrum så att föregående lindningslager inte låses på rätt sätt med ras som följd eller andra defekter.

Som varvräknare används en modifierad Silva stegräknare där den mekaniska vipparmen ersatts med ett litet tungelement som påverkas av en magnet på axeln till veven. Stegräknaren är “smart” så tillvida att den behöver 6 pulser för att börja räkna. Det innebär att enstaka pulser i samband med att axeln vevas fram och tillbaka något varv i samband med fastsättning av tråden inte triggar räknaren. När sen lindningen påbörjas och veven dras runt i jämt tempo så räknas alla varven inkl de första sex, om vevandet fortsätter förbi varv sju eller mer. Okomplicerat och fungerar fint.
För jämnare lindning har en DC-motor monterats. Ett reglerbart motstånd bestämmer hastigheten från krypfart till ganska snabbt. Resultatet blir lika perfekt som kommersiellt tillverkade spolar.
Nu skall det sägas att MF-spolar från skrotade radioapparater hade fungerat lika fint i bygget men då hade man ju också gått miste om alla aha-upplevelserna och inte fått en unik inblick i den magiska krysslindningstekniken. -Varför göra det lätt för sig när det kan göras komplicerat?
@