Det finns många metoder för att etsa mönsterkort. Den ena mer komplicerad än den andra. De senaste 20 åren har jag printat ut layouten på vanlig overhead film. Belyst det fotoresistbelagda kortet med UV-ljus från en 150 W sollampa, framkallat i en vattenlösning med kaustiksoda och etsat i saltsyra och väteperoxid.
En period användes etspulver men det krävdes att lösningen värmdes upp till 40-50 grader för att etsningen inte skulle ta en evinnerlig tid.
Saltsyra och väteperoxid går snabbt och en lagom blandning är en del 30% saltsyra och två delar 12% väteperoxid. Förr i tiden då saltsyra och väteperoxid kunde köpas i högre koncentrationer behövdes en rejäl skvätt vatten för att lugna ner blandningen.
Den gamla HP Laser Jet 6L från 1996 gav hög svärta på overhead film och resulaten blev alltid bra. Allt håller inte i oändlighet och efter byte till en modern Samsung laserskrivare behövdes fyra lager overheadfilm som passades in på ljusbordet för att det skulle bli bra. Printern gav helt enkelt för dålig svärta på overheadfilmen. Dock är svärtan på vanligt kopieringspapper fullständigt täckande vilket den gamla Laser Jet 6L inte klarade av.
Kanske det skulle gå att ta fram ett labkort med vanligt kopieringspapper som layout nu när overhead-filmen var slut. Olika exponeringstider provades men resultatet blev vedervärdigt. En fundering jag haft länge – att olja in kopieringspappret för att göra det mer genomskinligt – blev aktuellt att prova.
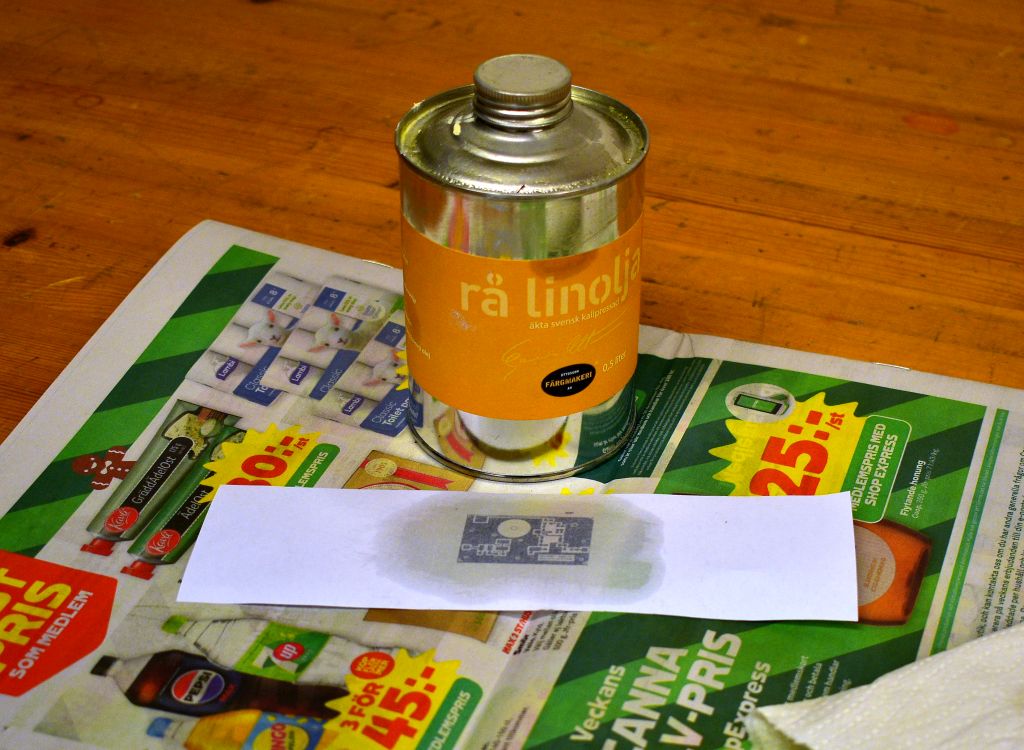
Layouten skrevs ut spegelvänt på vanligt 70 grams kopieringspapper. Baksidan av pappret ströks med en skvätt rå linolja som med sina små molekyler har hög inträngningsförmåga och effektivt fyller ut luftfickorna som finns mellan fibrerna så att pappret blir transparent ungefär som smörgåspapper.
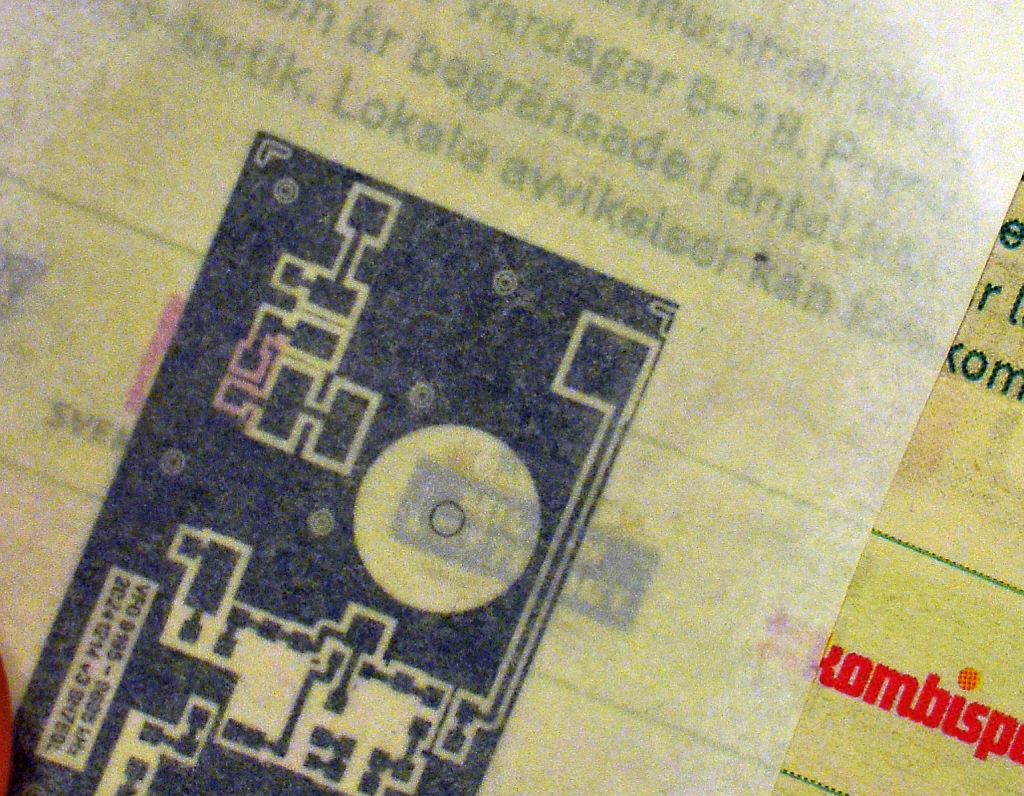
Baksidan av det inoljade och transparenta pappret. Det skall påpekas att tonersidan måste ligga dikt an det fotoresistbelagda kortet för att få maximal kantskärpa. Jag använder dessutom en glasskiva för att hålla pappret på plats.
Olika exponeringstider provades och med 150 W UV-lampan på 60 cm avstånd blev det perfekt resultat med 17 min exponeringstid. Gränsen nedåt där fotoresisten inte påverkades låg kring 10 minuter och den övre gränsen där ledarna och paddarna på kortet började frätas ut inträffade kring 25 min. Så spannet 15-20 minuter gav optimalt resultat. Provlayouten hade försetts med div ledningsbredder och paddar för 0603-komponenter. De smalaste linjerna caddades 0,1 mm och resultatet blev ganska bra.
Håller man sig till bredder över 0,3 mm så blir det nära nog perfekt. För hemmaetsade kort finns nog inga skäl att gå under 0,3 mm.
Ett alternativ till 150W UV-lampan som kanske är mer bekvämt för småkort kan vara en vanlig LED-arbetsbelysning som denna från Jula. Nackdelen med de gamla sollamporna är att de behöver slås på en stund innan de ger bra UV-ljus och att de blir väldigt varma.

LED-armaturen tejpades fast på en godislåda av plast med ett utskuret hål i botten.
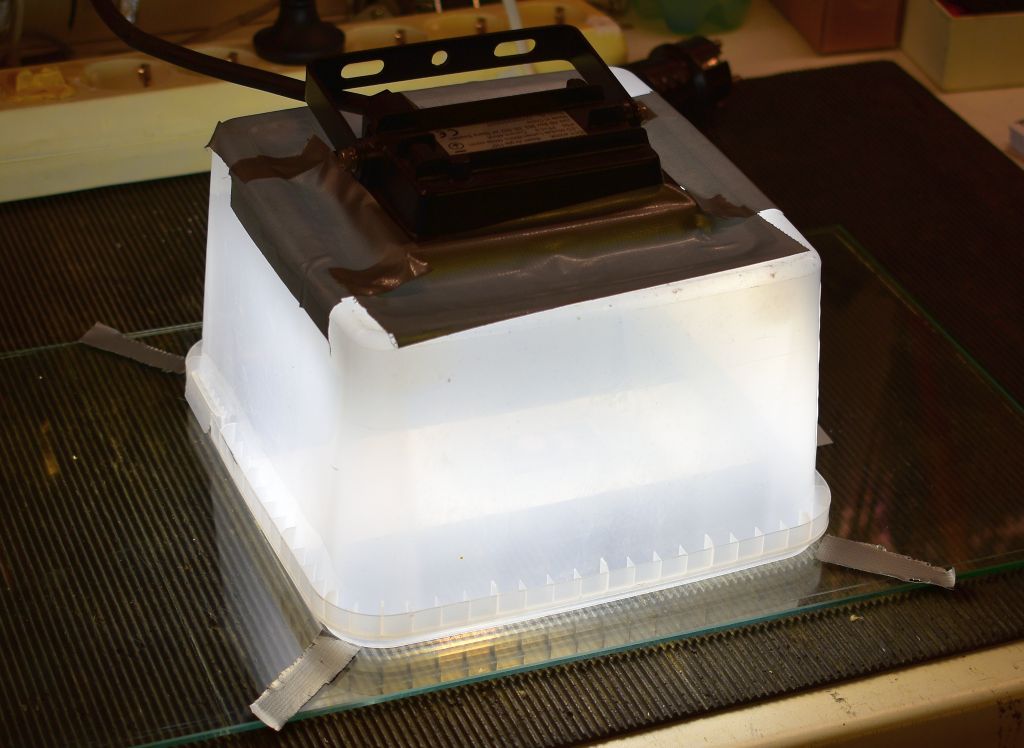
Avståndet mellan LED-armaturen och glasskivan med layouten blev 110 mm och bäst resultat blev faktiskt även här 15-20 minuter precis som 150 W lampan på 60 cm avstånd.
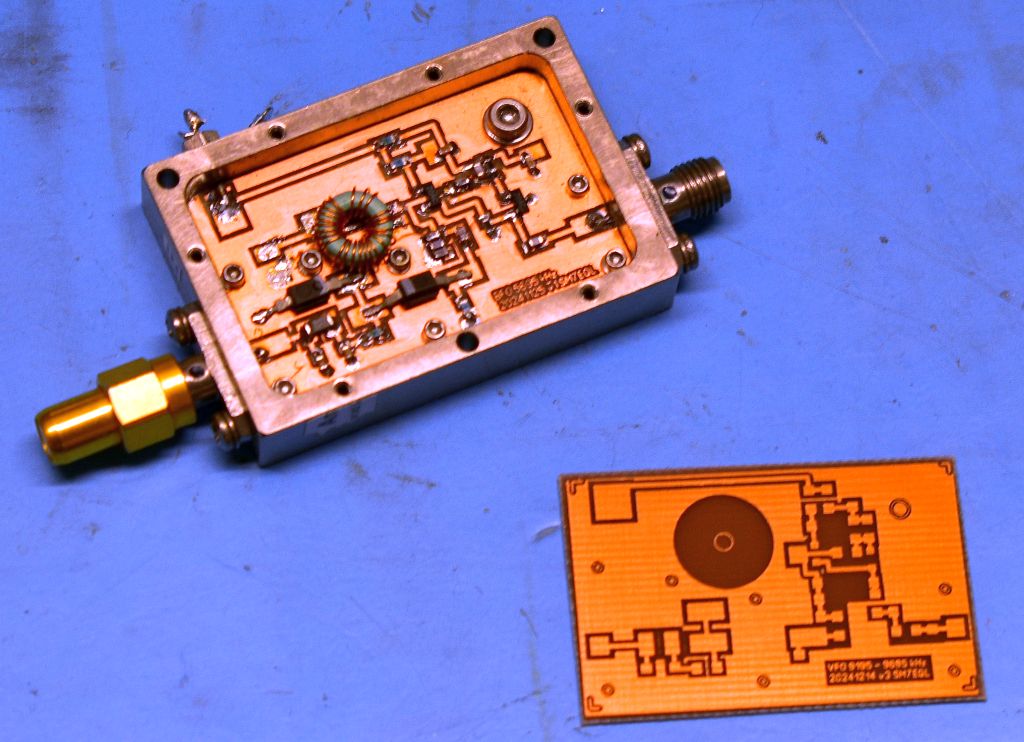
Så här blir slutresultatet med paddar för 0603 komponenter. Ledningsbredden är här vald till 0,5 mm.
Till sist bör också nämnas att etsning med saltsyra och väteperoxid avger mycket giftiga ångor. I mitt labb har jag därför byggt ett dragskåp som effektivt ventilerar ut gaserna.
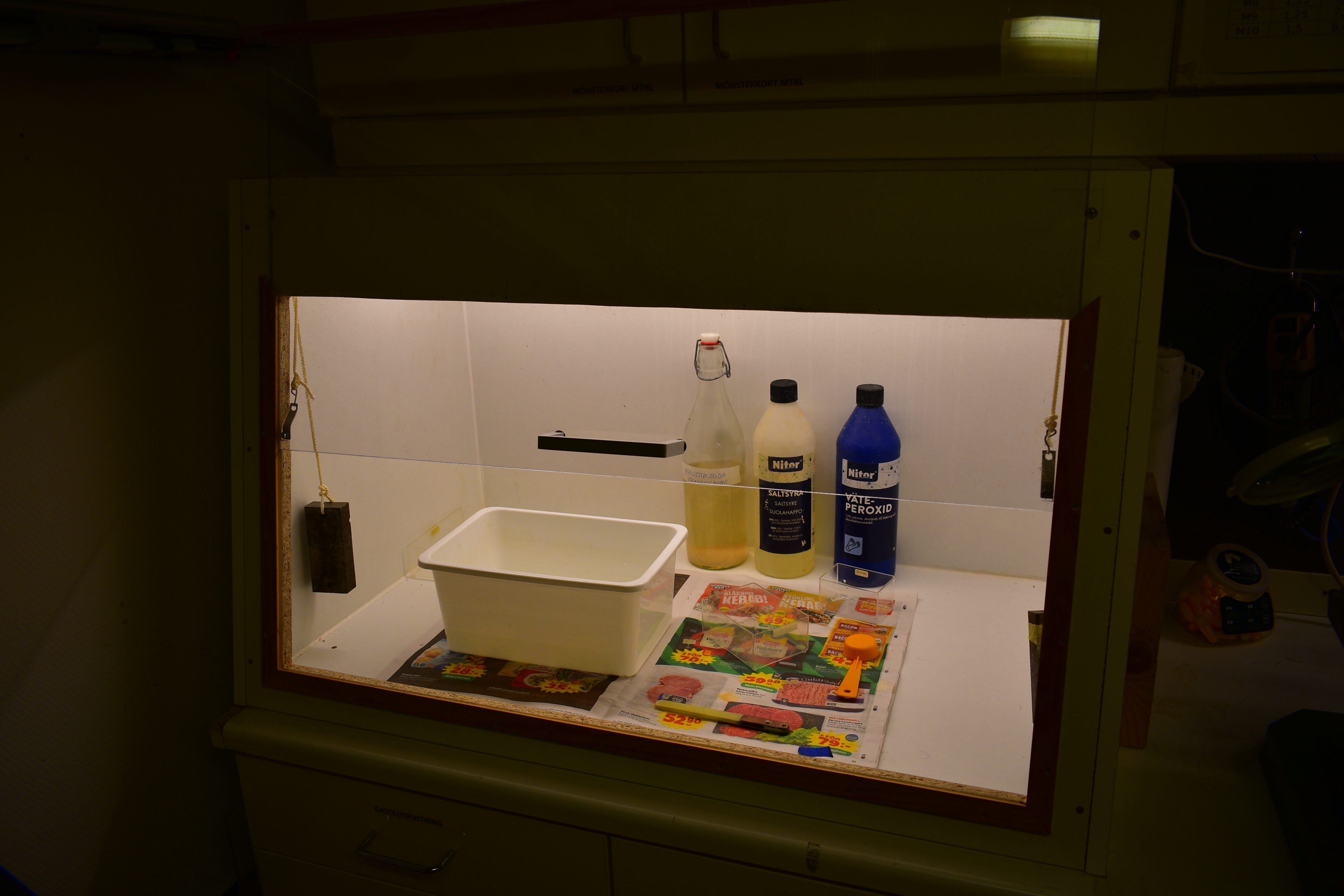
Skåpet som har måtten 550 x 550 x 900 mm är försett med en skjutlucka och är anslutet till en ventilationskanal av plast med en ganska kraftig fläkt.
@