Min gamla Myford bänksvarv sannolikt tillverkad på 50-talet köptes in 1984 för en tusenlapp inkl c:a 50 kg mässingsämne, stumpar i alla möjliga dimensioner och en massa svarvstål och annat tillbehör. Med på köpet följde en gammal hederlig Arboga borrmaskin plus ett koordinatbord och några maskinskruvstycken. Mycket för pengarna får man säga.
Svarven inköptes primärt för att tillverka de mekaniska detaljerna till dåtidens 10 GHz station som var mer mekanik än elektronik. T ex svarvades många kvartvågsdrosslar och hålrumsresonatorer till bandpassfilter. Redan då var svarven behäftigad med diverse glapp och den var i ganska uselt skick. Första renoveringsrundan någon gång på 90-talet innebar total demontering, rengöring och ommålning i maskingrönt. Tidigare färg var någon sorts gulaktigt beige sjukhusnyans a la öststaterna förr och ytan var kantstött och sliten.
Sedan dess har massor av smådetaljer svarvats och jag kan inte förstå hur man som radiobyggare skulle kunna klara sig utan svarv och fräs. Många nya möjligheter öppnar sig med dessa maskiner att fixa till distanser, axlar och andra monteringsdetaljer som sällan finns att få tag på i exakt de mått man behöver.
Den svaga punkten har varit chucken, eller rättare sagt backarna som redan när jag köpte svarven var synnerligen slitna. Problemet visar sig mest när det gäller svarvning av små diametrar och när hål skall borras i änden. Jag har dock klarat mig bra genom att lägga shims av 0,1 mm mässingsremsor mellan svarvämnet och back 2 & 3, de två backar som varit mest slitna och deformerade.

På bilden ser man att den yttre delen av anliggningsytan på backen är bredare – mer sliten – än längre in i chucken. Det betyder att yttre delen inte greppar och att ämnen med mindre dimensioner fjädrar vilket skapar vibrationer vid svarvningen. Detta utöver att ämnet inte centrerades tillräckligt bra.
Ett sätt att lösa detta är naturligtvis att köpa en ny chuck. Ett annat är att slipa om backarna i den gamla 50-tals chucken.
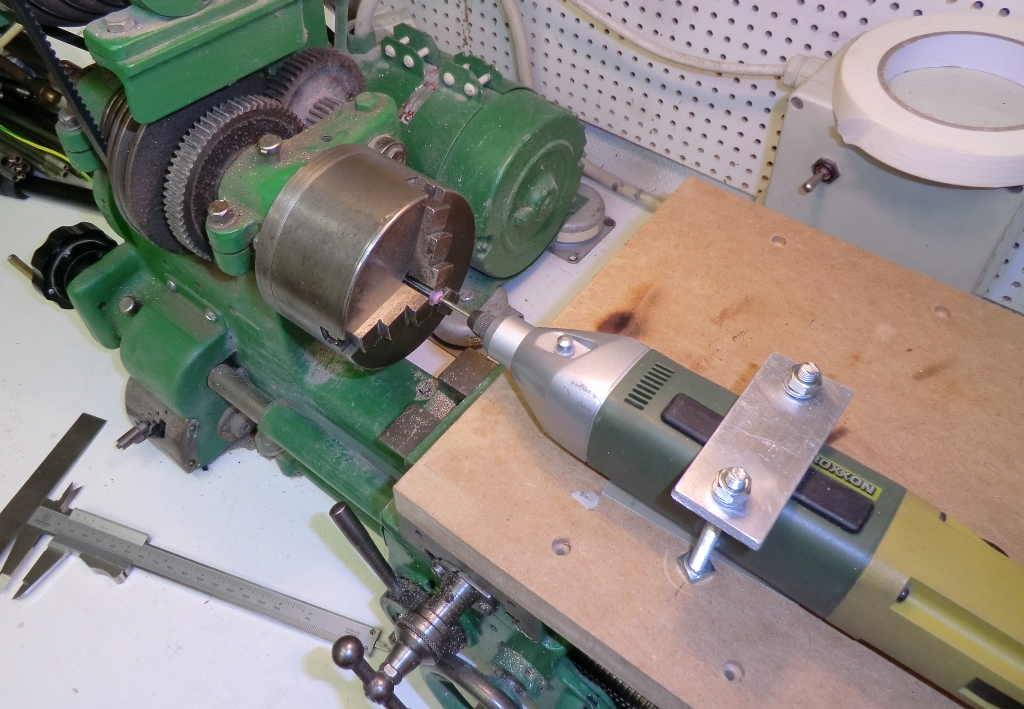
En bit MDF-skiva bultades fast på tvär/längssliden och på skivan monterades min Proxxon Micromot 220E. Höjden justerades in med hjälp av mellanlägg så noga det gick.
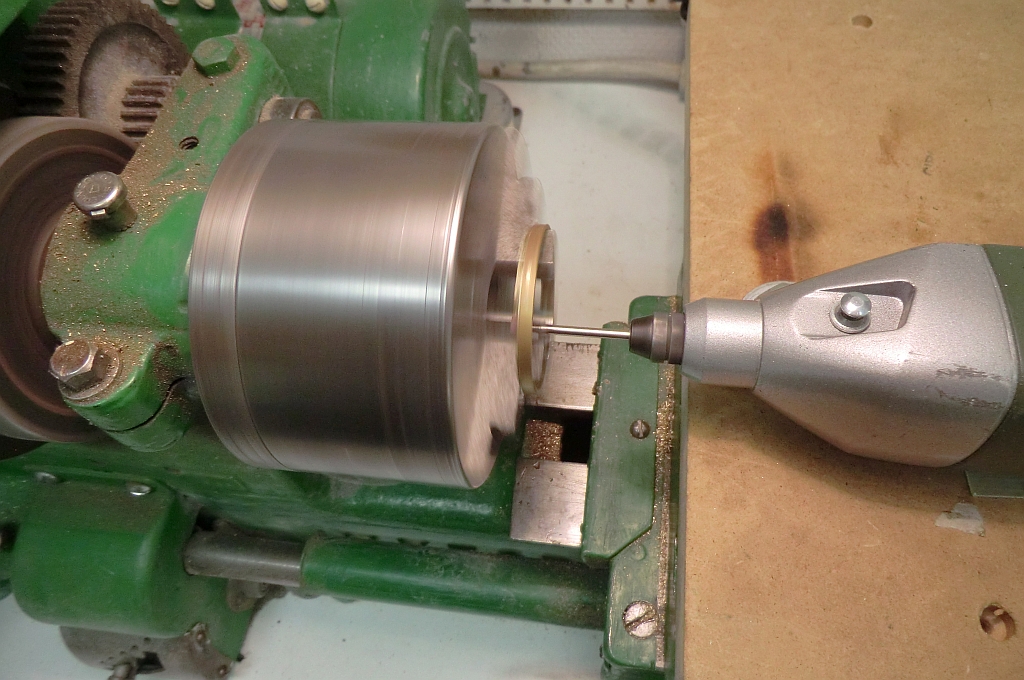
En ring skars av från ett mässingsrör och backarna spändes fast ordentligt. Här kontrollerade jag att backarnas utsida inte var slitna och ojämna vilket dom inte var. Därefter kördes slipmaskinen igång på högsta varvtal och svarven på låg till medelhög hastighet. Tvärsliden justerades in så att sliptrissan precis nuddade den back som var minst sliten. Med längssliden matades sliptrissan sedan in i chucken. Sakta och steg för steg en halv tiondel i taget slipades backarna ner tills de var helt raka. Nästan två tiondelar slipades bort från back 2 & 3 och c:a en tiondel från back 1. Slipningen tog en dryg timma inkl ett par avbrott för kontrollmätning för att säkerställa att slipningen gick på rätt håll.
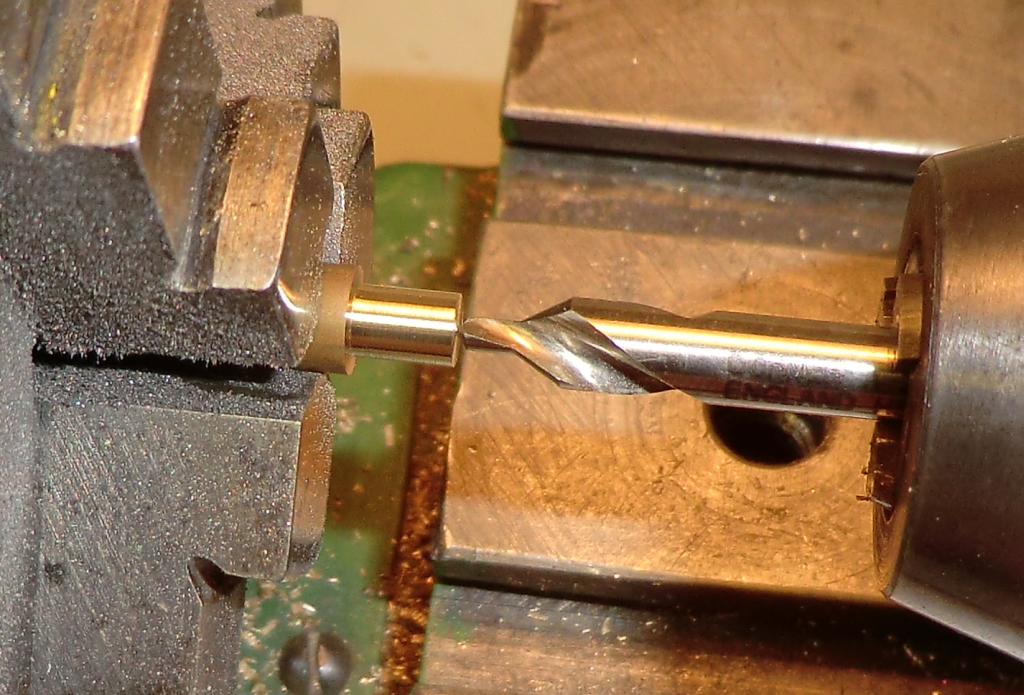
När slipningen avslutats gjordes en provsvarvning för att säkerställa att dels centreringen blivit bra, dels att dubbdockan med borrchucken centrerade mitt i ämnet. En bit 5 mm mässingstång svarvades ner några mm och ett grund styrhål borrades med dubbhålsborr i änden.
Därefter borrades ett c:a 6-7 mm djupt hål med 0,8 mm diameter.
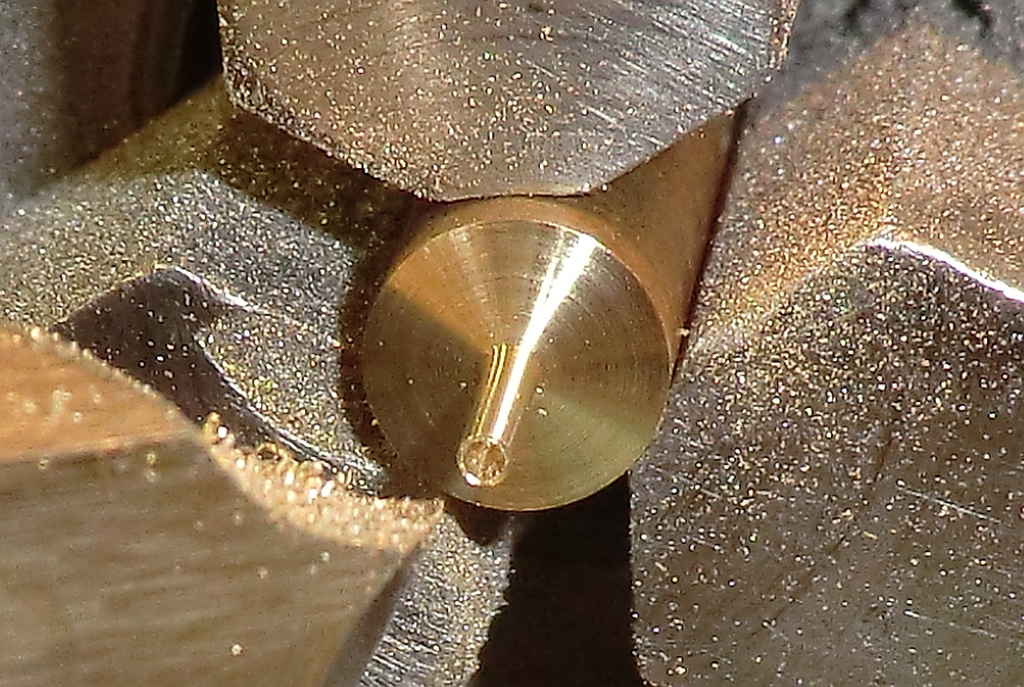
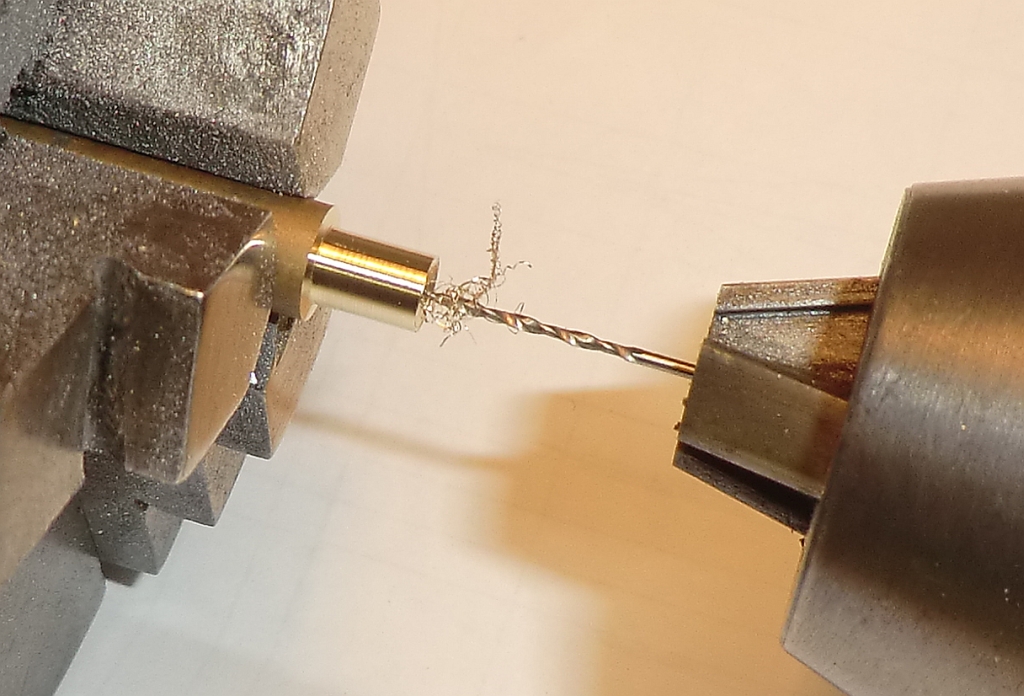
Ämnet svarvades ner i små steg om en halv tiondel. Här ovan ser vi 0,8 mm hålet och godstjockleken i ”röret” är en knapp tiondels millimeter.

Ytterdiametern blev 0,96 mm mätt med mikrometer. På bilden syns även ett 0,8 mm borr. Möjligtvis hade det gått att svarva en liten bit till om man tagit det försiktigt i steg om hundradelar. En praktisk test som denna är ganska utslagsgivande när det gäller div glapp i lager och slidar och även att svarvbädden är uppriktad ordentligt på ett tillräckligt stabilt underlag.
Det skall bli skönt att slippa slåss med shimsremsor och man kan undra varför det skulle ta 30 år att komma loss när jobbet bara tog en halv dag allt som allt. Mycket märkligt.
/Bengt